

Learn ointment and cream batch size calculation with API adjustment, base quantity determination, and heating loss compensation for GMP manufacturing.
Definition
Ointment and cream batch size calculation is the process of determining the exact quantities of base materials, active pharmaceutical ingredients (APIs), and processing overages required to manufacture a topical product while ensuring the final batch meets label claim, potency, and yield specifications.
Topical dosage forms such as ointments and creams are among the most widely manufactured pharmaceutical products. Accurate batch size calculation is critical to ensure product potency, content uniformity, regulatory compliance, and manufacturing efficiency.
A well-designed calculation process considers:
- Total batch size
- Active ingredient concentration
- Raw material potency adjustments
- Base quantity determination
- Heating and evaporation losses
- Final yield requirements
This guide explains the complete methodology for calculating ointment and cream batch sizes in pharmaceutical manufacturing, including practical examples and GMP considerations.
Why Batch Size Calculation Matters
Incorrect calculations can lead to:
- Potency failures
- Out-of-specification (OOS) results
- Yield discrepancies
- Regulatory observations
- Product recalls
Proper batch calculations ensure:
✅ Accurate dosage strength
✅ Consistent product quality
✅ Efficient material utilization
✅ Compliance with GMP requirements
Components of Ointment and Cream Calculations
A typical topical formulation consists of:
| Component | Function |
|---|---|
| Active Pharmaceutical Ingredient (API) | Therapeutic effect |
| Ointment/Cream Base | Vehicle for drug delivery |
| Water Phase | Emulsion formation |
| Emulsifiers | Stability |
| Preservatives | Microbial protection |
| Antioxidants | Product stability |
| Processing Overage | Compensation for losses |
Ointment & Cream Batch Size Calculator
Results
| Parameter | Value |
|---|---|
| Theoretical API Quantity (kg) | 0 |
| Adjusted API Quantity (kg) | 0 |
| Base Quantity (kg) | 0 |
| Water Overage (kg) | 0 |
| Water to Charge (kg) | 0 |
| Total Charged Weight (kg) | 0 |
Formulas Used
API Quantity = Batch Size × API Strength / 100
Adjusted API = Required API ÷ (Potency / 100)
Base Quantity = Batch Size − Theoretical API Quantity
Water Overage = Water Qty × Loss % / 100
Water to Charge = Water Qty + Water Overage
Total Charged Weight = Batch Size + Water Overage + (Adjusted API − Theoretical API)
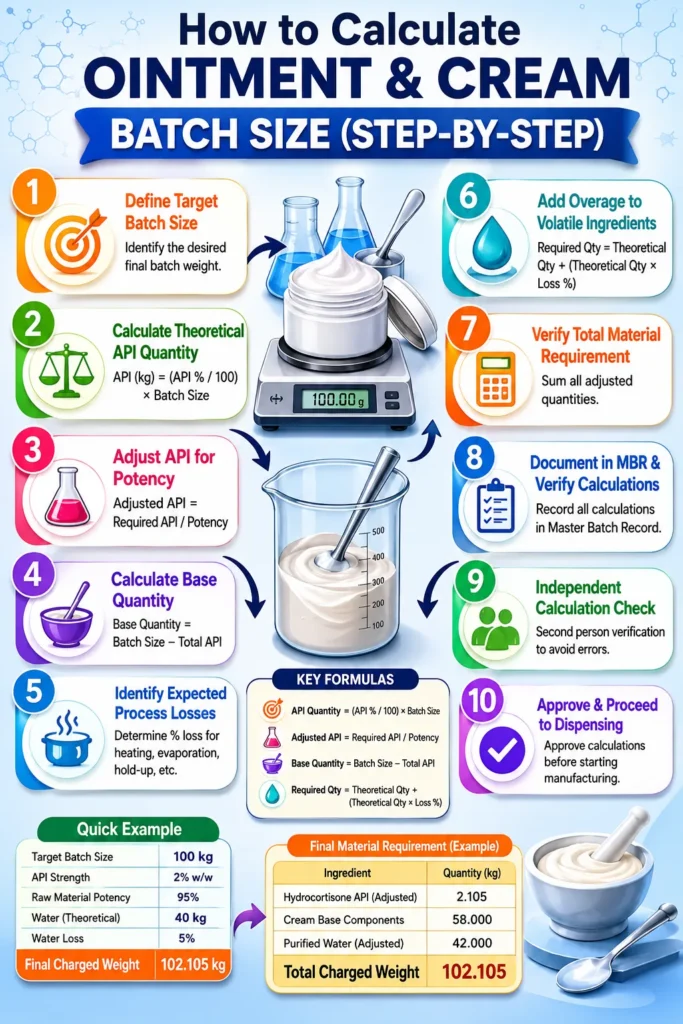
Step 1: Determine Target Batch Size
The first step is identifying the intended final batch weight.
Formula
Target Batch Size=Desired Final Yield
Example
Desired cream batch:
100 kg
Therefore:Target Batch Size=100 kg
Step 2: Calculate Active Ingredient Quantity
The quantity of API depends on the formulation strength.
Formula
API Quantity=100API Percentage×Batch Size
Example
Cream strength:
5% w/w
Batch size:
100 kgAPI Quantity=1005×100 =5 kg
Required API:
5 kg
API Potency Adjustment
Many APIs are supplied with assay values below 100%.
Formula
Adjusted API Quantity=PotencyRequired Pure API
Example
Required API:
2 kg
Raw material potency:
95% (0.95)Adjusted API=0.952 =2.105 kg
Result
| Parameter | Value |
|---|---|
| Required Pure API | 2.0 kg |
| Potency | 95% |
| Actual Quantity to Weigh | 2.105 kg |
This ensures the final product contains the correct label claim.
Step 3: Calculate Base Quantity
The cream or ointment base represents all non-active ingredients.
Formula
Base Quantity=Batch Size−Total Active Ingredients
Example
Target batch:
100 kg
API:
5 kg100−5=95 kg
Required base:
95 kg
Base Composition Example
| Ingredient | Quantity (kg) |
|---|---|
| Emulsifying Wax | 15 |
| Liquid Paraffin | 20 |
| White Soft Paraffin | 18 |
| Purified Water | 42 |
| Total Base | 95 |
Step 4: Heating Loss Adjustment
Cream manufacturing often involves heating phases between 65°C and 75°C.
During heating:
- Water evaporates
- Volatile solvents may be lost
- Batch yield decreases
Manufacturers compensate through controlled overages.
Formula
Required Quantity=Theoretical Quantity+(Theoretical Quantity×Loss Percentage)
Water Loss Example
Required purified water:
40 kg
Expected evaporation loss:
5%40+(40×0.05) 40+2 42 kg
Result
| Parameter | Value |
|---|---|
| Theoretical Water | 40 kg |
| Heating Loss | 5% |
| Overage Added | 2 kg |
| Water Charged | 42 kg |
Step 5: Calculate Total Material Requirement
After adjusting all ingredients:
| Material | Quantity (kg) |
|---|---|
| API (Adjusted) | 5.263 |
| Emulsifying Wax | 15 |
| Liquid Paraffin | 20 |
| White Soft Paraffin | 18 |
| Purified Water (Adjusted) | 42 |
| Total Charged Weight | 100.263 |
The additional quantity compensates for expected processing losses.
Complete Batch Size Calculation Example
Product
Hydrocortisone Cream 2% w/w
Target Batch
100 kg
API Potency
95%
Water Loss
5%
Step 1: API Requirement
100×2%=2 kg
Step 2: Potency Adjustment
0.952=2.105 kg
Step 3: Base Quantity
100−2=98 kg
Step 4: Water Overage
Water requirement:
40 kg40×5%=2 kg
Water charged:42 kg
Final Material Requirement
| Ingredient | Quantity (kg) |
|---|---|
| Hydrocortisone API | 2.105 |
| Cream Base Components | 58 |
| Purified Water | 42 |
| Total Charged | 102.105 |
Expected final yield after losses:
100 kg
GMP and Regulatory Considerations
Master Batch Record (MBR)
All calculations must be documented in approved batch records.
GMP Requirement
- Formula quantities
- Potency adjustments
- Overage calculations
- Yield limits
- Verification signatures
Yield Reconciliation
ICH and GMP expectations require monitoring:
- Theoretical yield
- Actual yield
- Percentage recovery
Formula
Yield (%)=Theoretical YieldActual Yield×100
Equipment-Specific Loss Factors
Historical process validation data should determine:
- Water evaporation losses
- Vessel hold-up volume
- Transfer losses
- Filter retention losses
Change Control Requirements
Any modification in:
- Batch size
- Manufacturing vessel
- Mixing parameters
- Overage percentage
must undergo formal change control and validation review.
Common Calculation Errors to Avoid
| Error | Impact |
|---|---|
| Ignoring API potency | Incorrect strength |
| No evaporation allowance | Low batch yield |
| Wrong unit conversions | Major formulation errors |
| Failure to reconcile yield | GMP observations |
| Incorrect overage calculation | Potency deviations |
Frequently Asked Questions (FAQs)
1. What is ointment and cream batch size calculation?
It is the process of determining the required quantities of APIs, bases, and overages needed to produce a specified batch size.
2. Why is API potency adjustment necessary?
To compensate for assay values below 100% and ensure the final product meets label claim.
3. How is base quantity calculated?
By subtracting total active ingredient weight from the target batch size.
4. What causes heating losses in cream manufacturing?
Primarily evaporation of water and volatile components during heating and mixing.
5. What is an overage in pharmaceutical manufacturing?
An additional quantity of material added to compensate for expected process losses.
6. How do manufacturers determine evaporation loss percentages?
Using historical manufacturing and process validation data.
7. Should all ingredients receive overages?
No. Only ingredients susceptible to processing losses generally require overages.
8. What GMP document contains batch calculations?
The Master Batch Record (MBR).
9. How is manufacturing yield calculated?
Actual yield divided by theoretical yield multiplied by 100.
10. Why are independent calculation checks important?
They reduce the risk of dispensing errors and regulatory non-compliance.